Material a mecanizar. Geometría y grado de la herramienta
10/13/2025
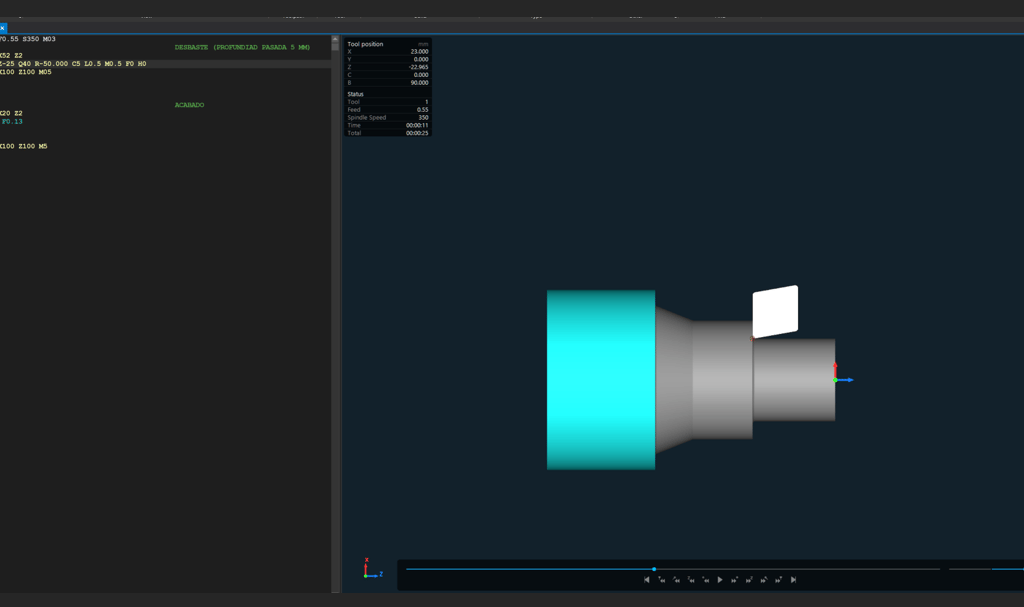
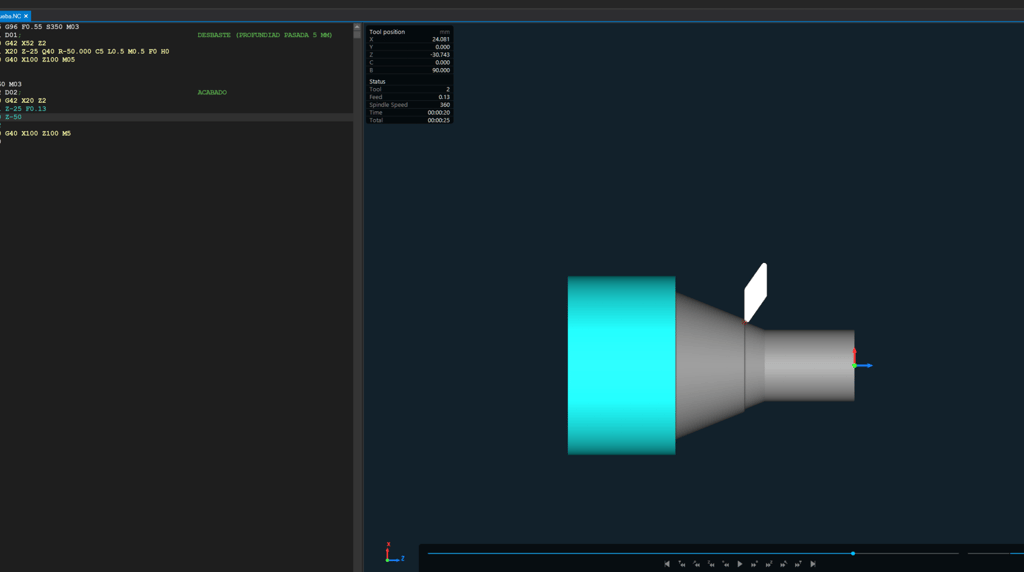
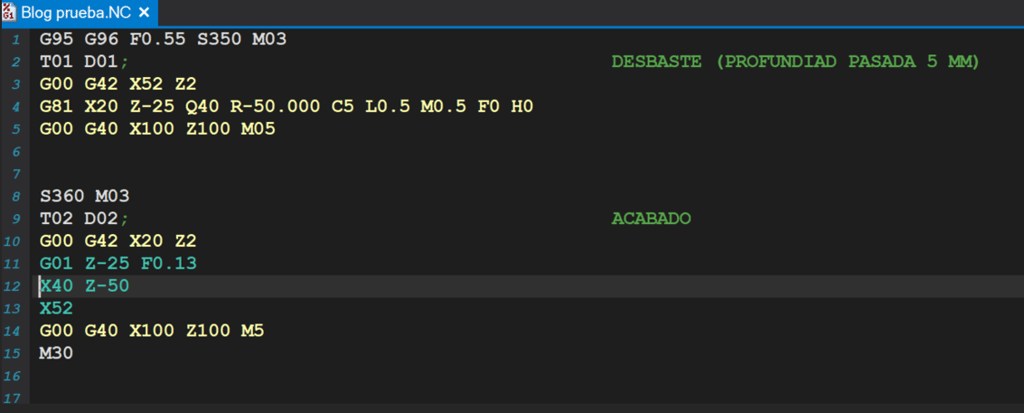
Ejemplo de un torneado de tramos rectos (desbaste)
Antes de mecanizar el material debemos conocer sus características químicas.
Se establecen seis categorías según ISO:
Aceros.
Aceros inoxidables.
Fundiciones.
Aleaciones de aluminio y de cobre.
Titanio y superaleaciones termorresistentes.
Materiales extraduros.
Cada categoría ISO se divide en subcategorías.
A continuación dependiendo del tipo de operación se eligirá una determinada geometría de la herramienta.
Y por último dentro de esa geometría su grado.
MATERIAL A MECANIZAR
Debemos conocer los elementos que están en nuestro material. Esta composición nos la deberá proporcionar la empresa que nos lo suministra.
Lo mismo ocurre con el tratamiento térmico que ha recibido y su proceso de fabricación.
Los fabricantes de herramientas nos proporcionan unas tablas donde vienen todas las categorías y subcategorías y DEPENDIENDO DEL GRADO DE LA PLAQUITA obtenemos la velocidad de corte.
En la figura de arriba se ha elegido un acero de baja aleación con un tratamiento térmico de recocido. Dureza Brinell de 175.
En la web del fabricante nos dice que podemos utilizar la velocidad de corte:
GEOMETRÍA DE LA HERRAMIENTA
Para una operación de desbaste usaremos cualquiera de estas plaquitas:
Redonda.
Rómbica con ángulo de punta 80 º (imagen de arriba).
Cuadrada
Para una operación de acabado usaremos cualquiera de estas plaquitas:
Triangular
Rómbica 55 º
Rómbica 35 º (siguiente imagen)
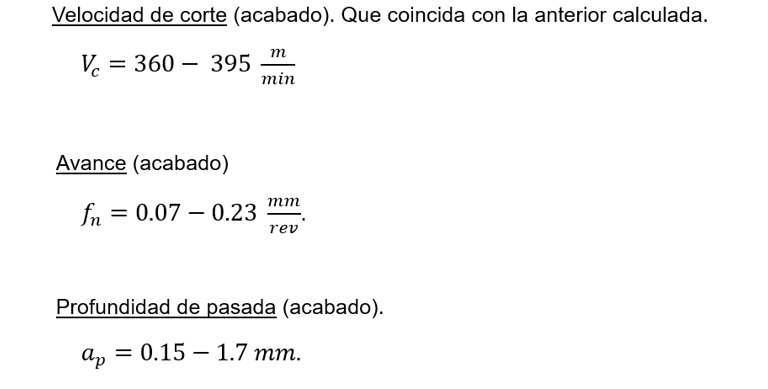
Operación de torneado de tramos rectos (acabado)
GRADO DE LA HERRAMIENTA
Los materiales que se emplean para la fabricación de plaquita se dividen:
Metal duro
Cermet
Cerámicos
Nitruro de boro cúbico
Diamante policristalino
En una plaquita de metal duro:
Carburo de tungsteno (principal)
Cobalto (principal)
Titanio
Tantalio
Niobio
Las rocas de cada mineral se convierten en polvo. Dependiendo del grado mezclaremos estos polvos en determinados porcentajes. Esta mezcla se compacta en un molde. Se realiza un tratamiento térmico. Se le hace un rectificado para obtener la geometría deseada. Después se añade los recubrimientos (CVD o PVD).
En este enlace de la empresa Sandvik Coromant se puede ver el proceso.
Dependiendo de las condiciones de mecanizado utilizaremos un grado u otro.
Condiciones de mecanizado:
Buena.
Altas velociades de corte.
Cortes continuos.
Media.
Difícil.
Velocidad baja
Interrupción de cortes.
Conclusión
Si queremos hacer un simple torneado con un desbaste y acabado como en las figuras anteriores.
Ya sabemos la velociad de corte, y la geometría de la herramienta.
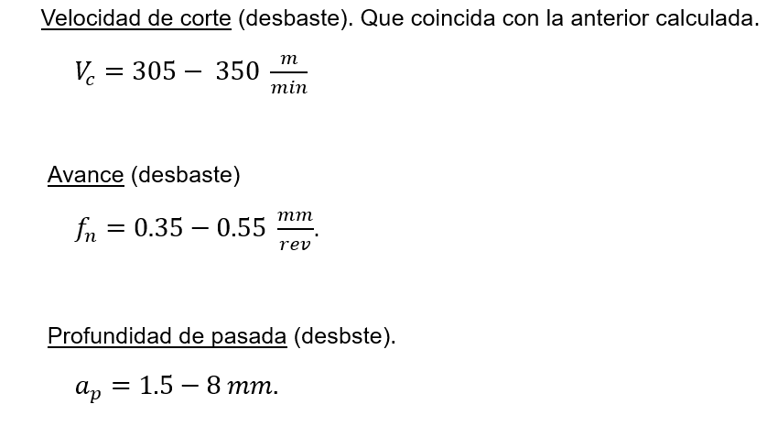
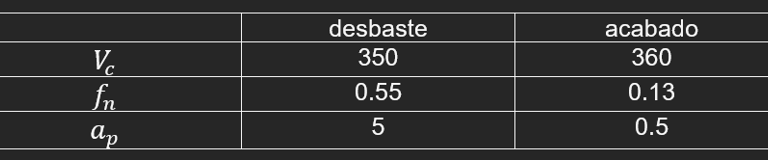
Entrando en la web del fabricante elegimos una plaquita (desbaste) donde nos dará los siguientes datos:
En desbastes se emplea mayores velocidades de avance y mayores profunidades de pasadas.
Entrando en la web del fabricante elegimos una plaquita (acabado) donde nos dará los siguientes datos:
En acabados se emplea menores velocidades de avance y menores profunidades de pasadas.
En lenguaje CNC quedaría para un control fagor: