Eje C. Interpolación coordenadas polares
11/19/20253 min read
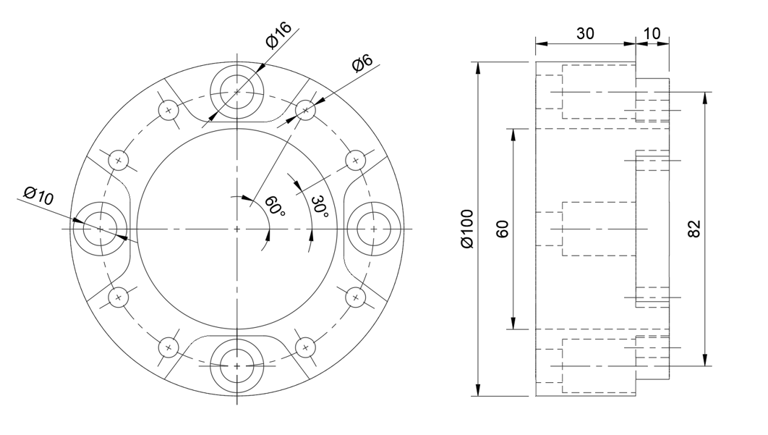
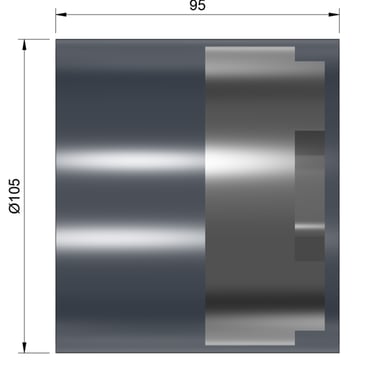
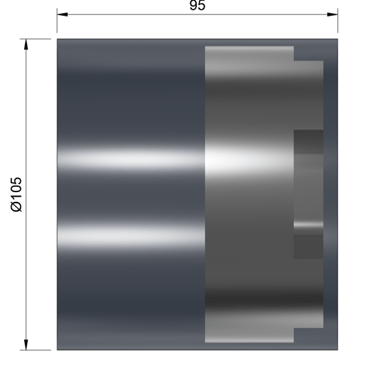
Partimos de un bruto de 95 mm x 105 mm con el cero pieza situado a 5 mm del bruto
Material acero al carbono medio F114 dureza Brinell 170
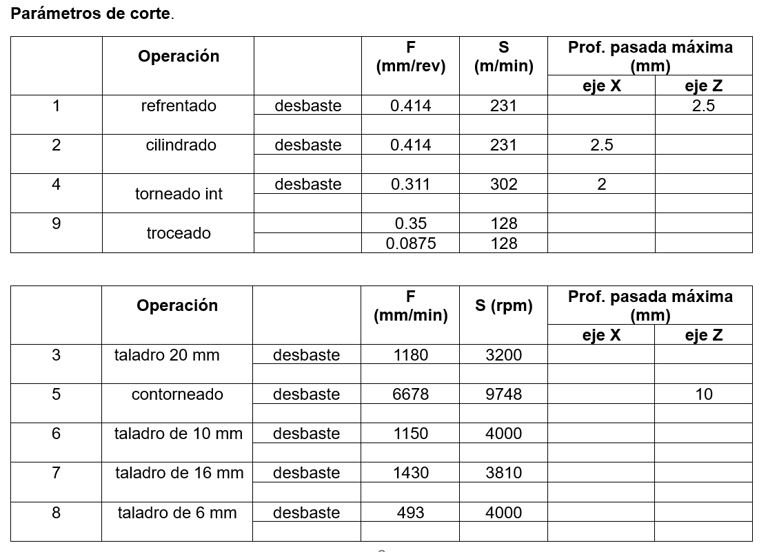
En la operación 5 de contorneado las revoluciones son elevadas debido al diámetro pequeño de la herramienta (16 mm) 9748 rpm. Nuestra hta motorizada es de 6000 rpm máximo. Hay fabricantes con htas motorizadas hasta 12000 rpm.
En la operación 1 de refrentado, al ir avanzando la hta hacia el eje de nuestra pieza e ir disminuyendo el diámetro, las revoluciones van aumentando (la velocidad de corte es cte). A 5 mm de llegar al eje, las revoluciones son de 7350 rpm. El plato del torno tiene 6000 rpm. El fabricante de la hta nos dice que las revoluciones máximas sean de 4000. Para ello utilizamos el código G50 y limitamos la revoluciones a 4000 durante toda la operación.
En la operación 9 de troceado debemos reducir la velocidad de avance a 2 mm del centro de la pieza para que las fuerzas de corte estén equilibradas dándole un valor de 0.05 mm/rev, con ello reducimos vibraciones y alargamos la vida de la plaquita.
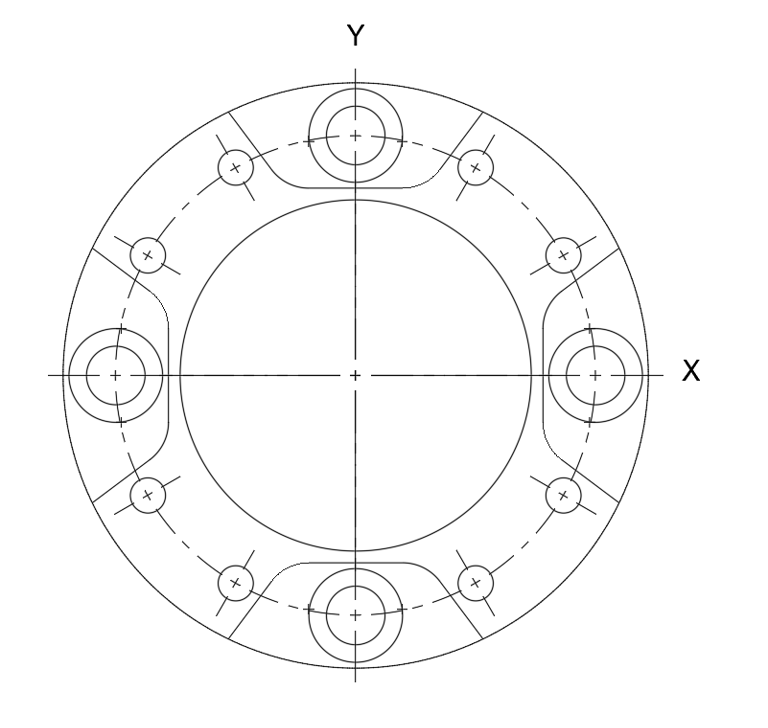
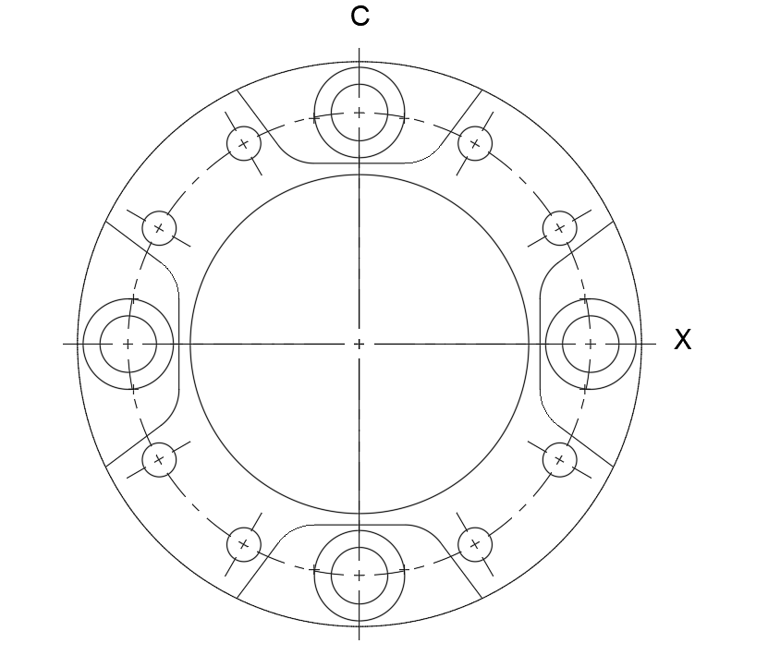
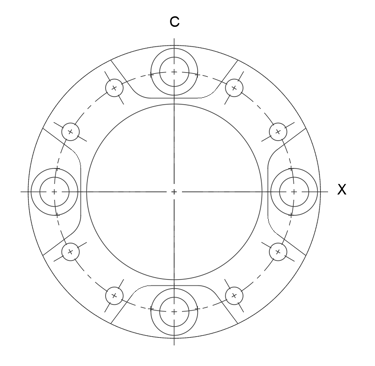
En la operación 5 de contorneado se emplea el código G122. El control numérico convierte las coordenadas cartesianas (X, Y) del contorno de la operación en coordenadas polares (X, C).
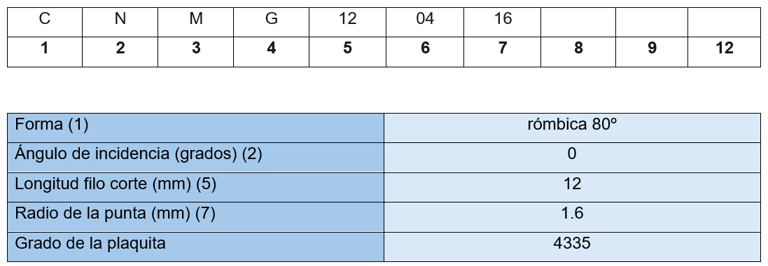
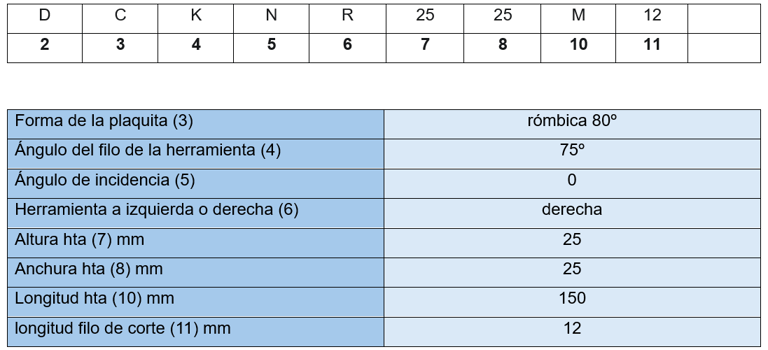
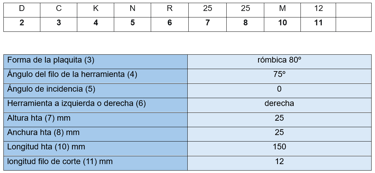
Herramienta DCKNR 2525M 12
2 operación cilindrado
Plaquita CNMG 120416 PM 4335
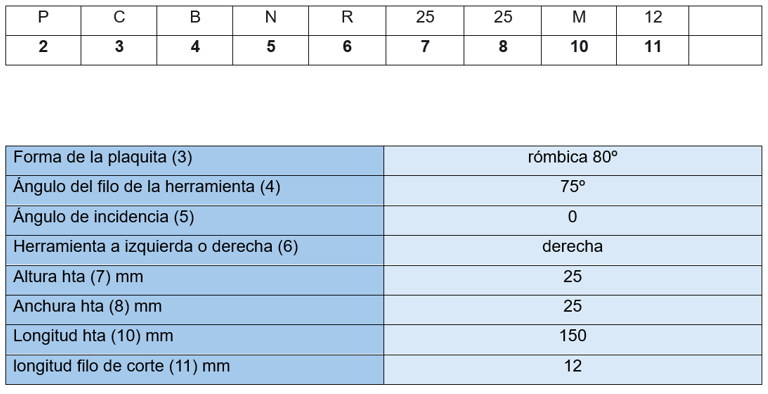
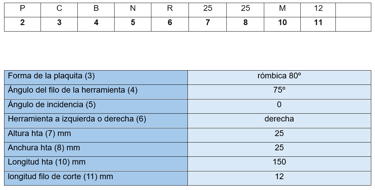
Herramienta PCBNR 2525M 12
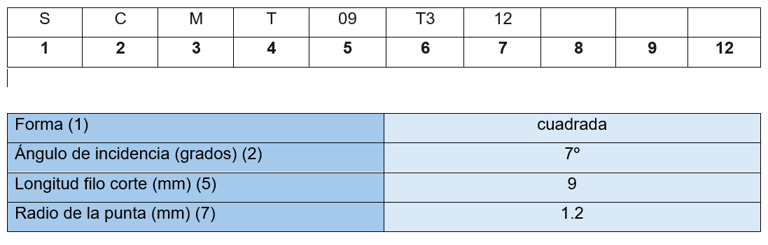
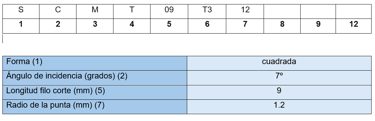
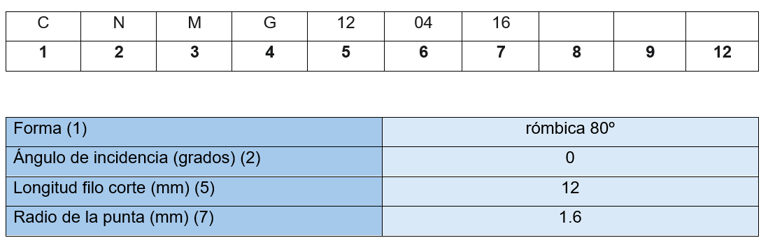
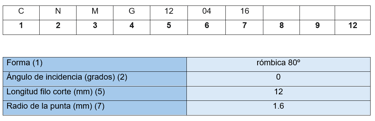
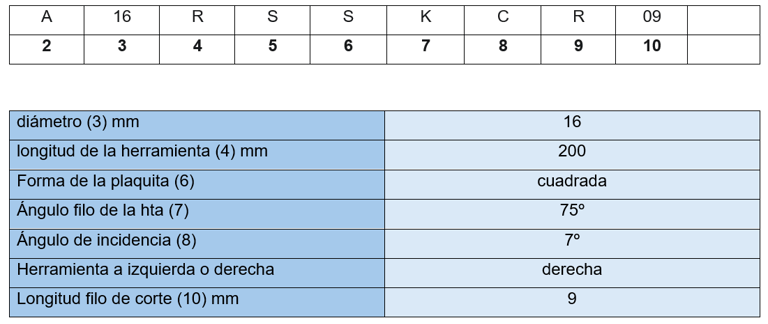
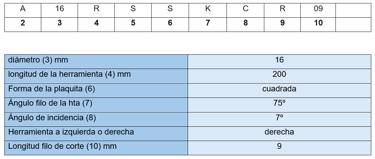
Herramienta A16R SSKCR 09
5 contorneado eje C
6 taladrado de 10 mm
7 taladrado de 16 mm
8 taladrado de 6 mm
9 troceado
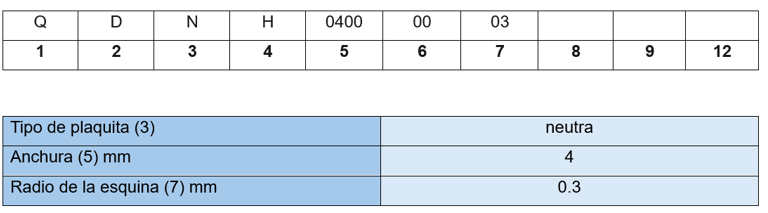
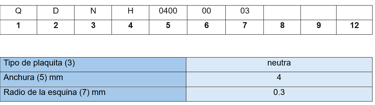
Plaquita QD NH 0400 0003 CH 1225
Herramienta QD NN1H60 25A
Lenguaje de programación Haas
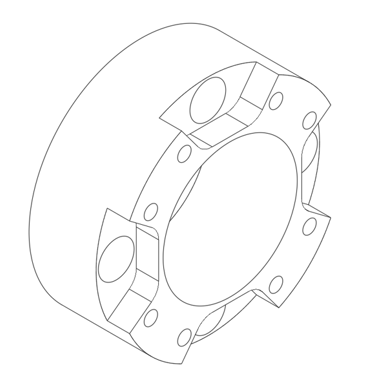
Simulación visto desde arriba. Se puede observar que el eje de la hta siempre está contenido en el plano inicial ZX
Si utilizamos un centro de mecanizado:
Velocidad del husillo 6000 rpm
Eje C
Sin eje Y
Herramienta motorizada 6000 rpm