Ciclo de Roscado. Parámetros de corte.
10/24/2025
Material a utilizar acero al carbono medio S45C
Partimos de un bruto de 60 x 38 mm
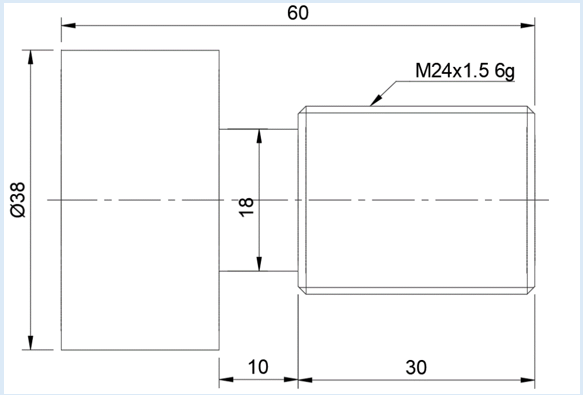
Rosca de diámetro nominal 24 x 1.5 (mm)
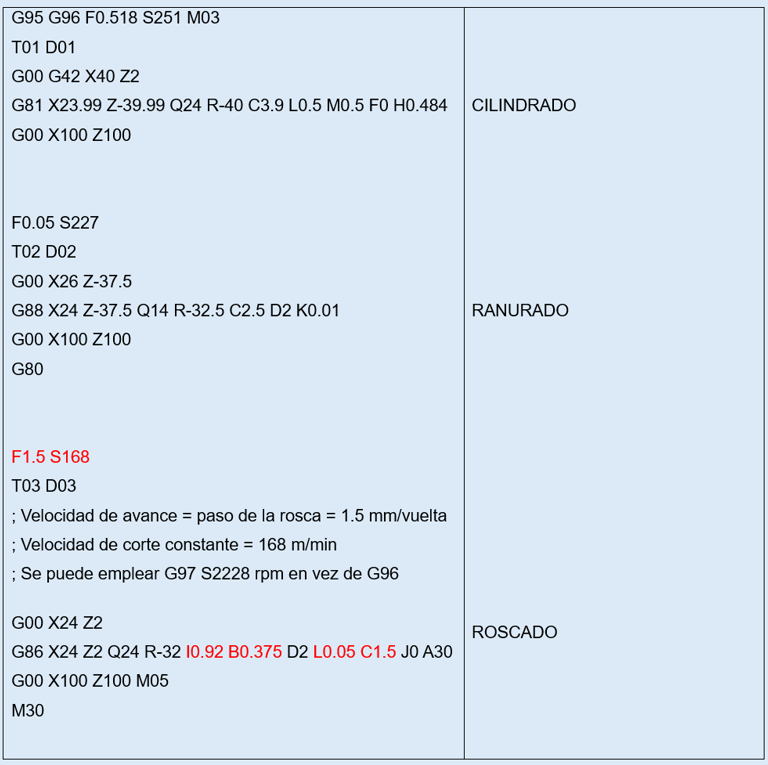
Programación en lenguaje máquina Fagor
Para realizar la rosca debemos emplear varias pasadas que van de mayor profundidad a menor.
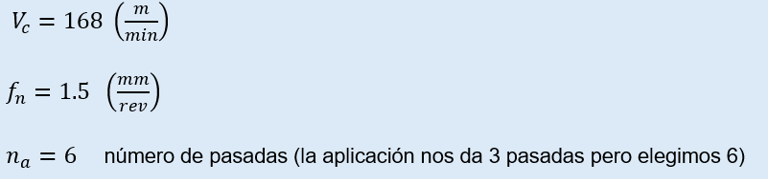
Parámetros de corte según aplicación CoroPlus fabricante Sandvik Coromant
Generación de la forma de la rosca:
Entrada en flanco modificado (x)
Entrada radial
Entrada incremental
Plaquita que utiliza:
266RG-16MM02A150M 1125

1 – modelo comercial de herramienta
2 – herramienta derecha
3 – para roscado exterior
5 – forma de la rosca, métrica ISO
8 – paso de la rosca x 100
Grado de la plaquita 1125
Entre la plaquita y el portaherramientas se coloca una plaquita de apoyo para corregir el ángulo de incidencia. Esta plaquita se designa por el ángulo de hélice de la rosca.
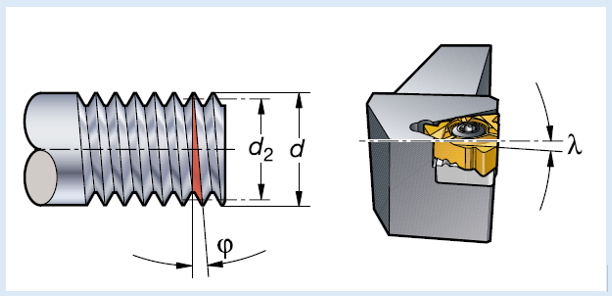
Imagen del manual de “Tecnología de mecanizado del metal”. Sandvik Coromant
p = paso de la rosca
ns = número de entradas
ns > 1 para roscas multientradas
Profundidad total de rosca métrica ISO
P = paso de rosca
f = 0.613 ∙ 1.5 = 0.92 mm
Analizando ciclo roscado
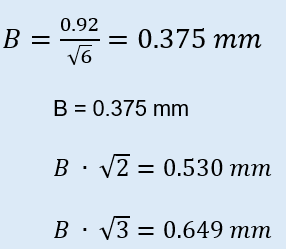
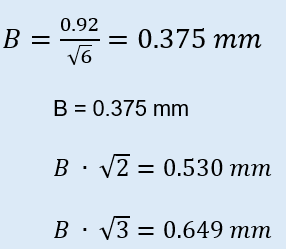
G86 X24 Z2 Q24 R-32 I0.92 B0.375 D2 L0.05 C1.5 J0 A29.5
I = f = 0.92 mm
Primera pasada 0.375 mm
Segunda pasada 0.530– 0.375 = 0.155 mm
Tercera pasada 0.649 – 0.530 = 0.119 mm
Cuarta pasada …..
Quinta pasada…….
Sexta pasada……
Pasada de acabado = 0.05 mm
C1.5 = paso de la rosca
Cálculo de la profundidad de cada pasada. Cálculo manual sin control numérico.
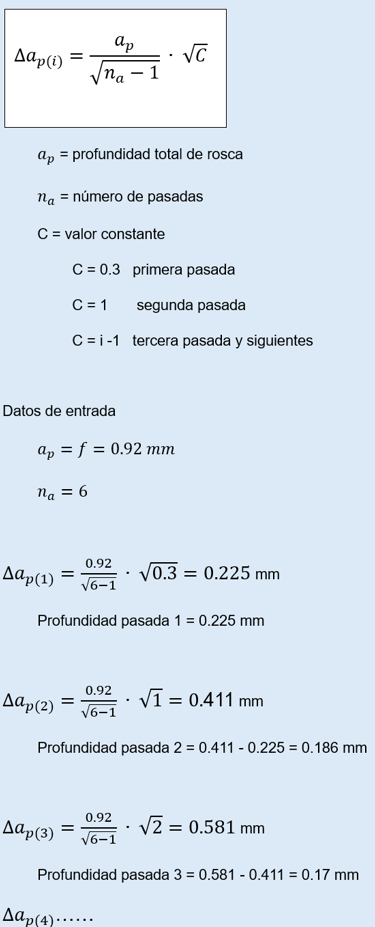
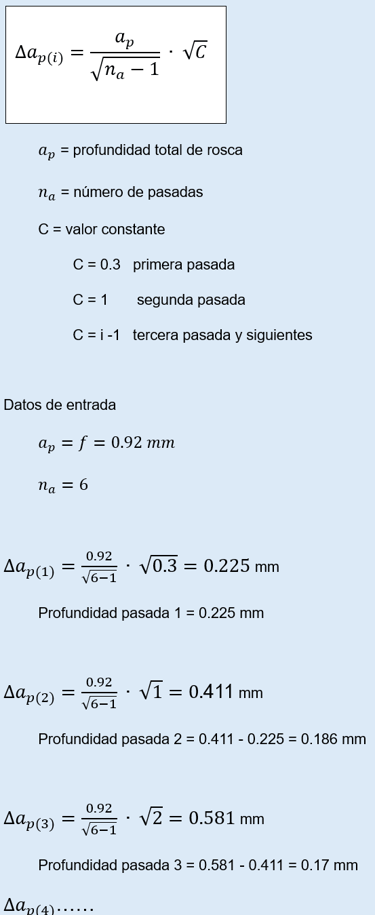
Los fabricantes nos suelen dar unas tablas para el cálculo de los espesores.
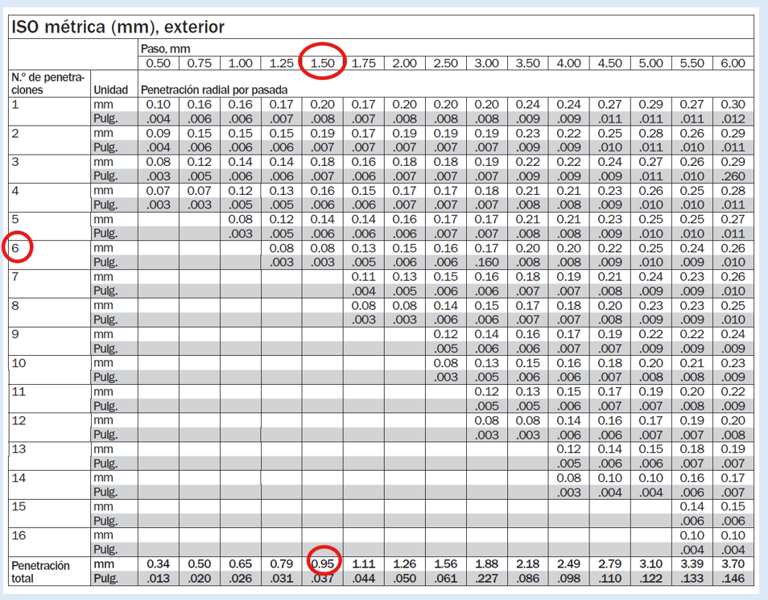
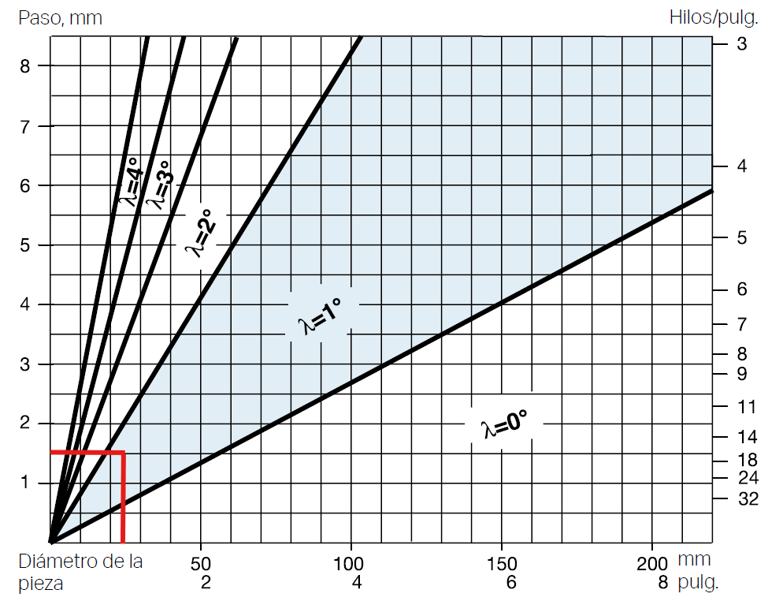
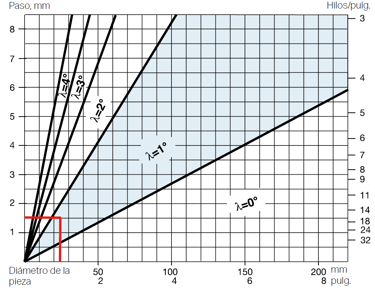
Imagen del manual de “Tecnología de mecanizado del metal”. Sandvik Coromant
Los portaherramientas vienen con la plaquita de ángulo 1º


Los fabricantes nos proporcionan unos gráficos para el cálculo del ángulo
Imagen de la “Guía de aplicación roscado”. Fabricante Sandvik Coromant
Simulación en software de edición cnc